








コテ先のいろいろ・・
ハンダゴテのコテ先についてのお話です。
私は、以前からハンダ付け作業におけるコテ先選びの重要性が、
ハンダ付け業界でほとんど語られることがないのを
とても不思議に思っていました。
当社の日常の業務では、
「ほほう・・こいつはなかなか小さいくせに熱を食いそうだな・・」
「へっへっへ・・今日はこいつでやってみるか・・」
「おっ!手強いな・・」
「では、こいつではどうだ!」
「おのれ・・これでも融けないか・・」
「ふむ・・こいつの出番か・・」
「はっはっは、これにはかなうまい!」
・・といった風にハンダ付けの対象物によってコテ先を交換しています。
そうですね、ゴルフに例えるとグリーンまでの距離にあわせて、
クラブを選ぶ感覚に近いものがあります。
もちろん「私は、7番アイアンが得意だ!」みたいに
得意なコテ先も出てきますが、すべての作業をこなせるコテ先は
存在しませんので、コテ先交換は必然となっています。
ある意味、ハンダ付け作業の成否を決めるのは、
このコテ先選びに掛かっているとも言えます。
「どれにしようかな?・・」とコテ先を選ぶところから、
ハンダ付けを楽しむわけですね。
慣れてくると、ハンダ付けの対象物を見ただけでコテ先の選定も一発で決まってきます。
一発で自分が想定していたようにハンダが融けた時には
「よっしゃ!」と思わずガッツポーズが出てしまいます。
そう、ゴルフでグリーンに見事オンさせたような・・。
魚釣りで、合わせがビシッと決まったような・・。
テニスでV字ボレーが決まった時のような・・。
感覚でしょうか。(わかりますか?)
手持ちのすべてのコテ先を試しても歯が立たないならば、
初めて、別のハンダゴテを選択するか、母材を温めるかすれば良いわけです。
地味なハンダ付け作業ですが、こうした小さな楽しみ方があります。
さて、ハンダゴテの性能を引き出すためには、コテ先を何種類か
持っている必要がある・・。というお話をしてきました。
すべてのコテ先のついて解説するには無理がありますので、
代表的なコテ先形状について、特徴を説明しておきます。
各ハンダゴテメーカーによって、呼び名や形式に違いはありますが
形状は、ほぼ共通していますので、適当な名称で話をします。
まず、市販のハンダゴテを購入すると付いている鉛筆形のコテ先についてです。
B型とか円錐形などと呼ばれることが多いですね。
この鉛筆型ですが、ホームセンターなどで購入できる大きさのハンダゴテでは
ほとんど活躍する場面は出てきません。
(はんだ付け職人のハンダゴテセットでも使いません)

というのも、コテ先は母材との接触面積をいかに大きく採って、
熱を効率よく伝えるかが、形状を選択する上での決め手となります。
(※フラックスの活性化している短い数秒間で適切な熱量を供給するため)
そういう点で、ほとんど点でしか接触できない鉛筆型は「熱効率が悪い」部類に属します。
小さな部品であっても細いエンピツ形状のコテ先は使用しません。
また、蓄えられる熱容量もあまり多いとは言えず、
大きなグランドパターンや厚めの基板では、ハンダを融かすことが
出来ません。
大型や中型のハンダゴテを使う場面では、その対象となる母材も
比較的大きなものとなりますから、こうした場面で使用しても、
その熱量を効率よく伝えることができませんので、使うのは難しいと言えます。
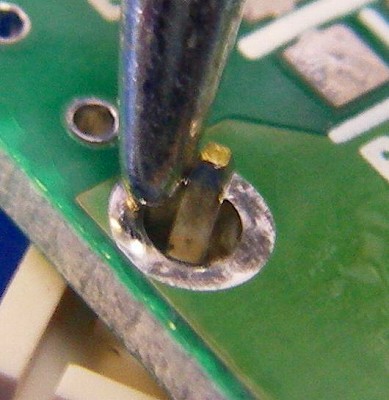
C型、斜めカット型と呼ばれる丸棒を斜めにカットした形状のコテ先について
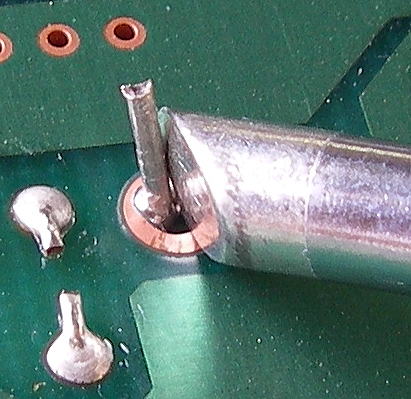
太さによって1C、2C、3C,4C,5Cなどと表されることが多いです。
写真のように母材に応じて接触面積を大きく採ったり、
小さく使ったりと便利なため使い道が多いコテ先です。
はんだ付け職人のハンダゴテセットでも採用している
2C、3C,4C辺りを揃えておくと、熱容量的にも
大中小と大きさを換えることができますので、
ほとんどのハンダ付け場面をカバーすることができます。
0.5Cとか1Cといった細いタイプもあるのですが、
極細エナメル線をチョン付けするような場面や、0603,0402チップの実装など、
なかなか使い所がないのが実情です。
基板に実装する場面では、熱容量が小さすぎて、
1005程度の小さな部品であっても、ハンダを溶かすことは難しいです。
いかにも、細かい作業に向いてそうですが選ぶ際は注意してください。
(磨耗も早いです)
また、逆に5Cといった大きなコテ先は、すばらしく大きい熱容量を持っています。
ただし、5Cのコテ先が使えるハンダコテは一回り大きなものになる場合が
ありますので、カタログをよくチェックしてください。
5Cともなりますと、かなりの極太ケーブルや大型の金属端子でも
ハンダ付けすることが可能です。
これで熱容量が足りない場合は、根本的にハンダゴテの選定からやり直す必要があります。
(各メーカーから高熱容量のハンダゴテが出ています。かなり太いものになります。)
私、個人的にはホームセンターで販売しているハンダゴテのコテ先も
標準で3Cくらいが付いていると、「ずいぶんハンダ付けへの誤解が減るのになあ・・」と
いつも考えています。
値段は同じですから出来ると思うのですが、メーカーさんのハンダゴテに対する
イメージが「鉛筆型」なんでしょうか。もったいなく思います。
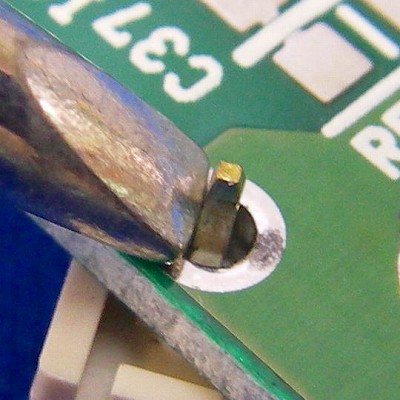
D型、マイナスドライバー型と呼ばれる形状のコテ先について

ご覧のとおり、母材への接触面積を大きく採ることが可能で
効率よく熱を伝えることが出来ます。
この平らに削った面の幅が、母材に合わせていろいろ選べるようになっており
繰り返し同じものをハンダ付けする場合などにはコテ先の形状を決めておけば
効率よく作業することが可能です。
たとえばDサブコネクタのピン端子が並んでいるような場合は端子間が狭いので、
C型のようなコテ先は使いにくいですが、鉛筆型の先端を少しだけ平らに
削ったようなD型タイプを使えば、狭い箇所でも平ら面をピン端子に
当てることが可能です。
また、チップ抵抗やチップコンデンサなどは角型ですので、
基板と部品の端子の両方にコテ先を接触させるのが、とても容易です。
さらには、リードのずらりと並んだSOPやQFPなどのICリードが
ブリッジした際に、複数のリードに一度に接触することができるため
リペア(手直し)作業にも重宝します。
幅の狭いものは、あまり熱容量が大きくありません。(鉛筆型と同等です)
幅の広いものは長さが短くなる効果もあって、熱を伝えやすく熱容量も大きく感じます。
コテ先を数種類揃えておく場合には、幅は1.6mm、2.4mm程度のものが使いやすいと思います。
K型、ナイフ型と呼ばれるコテ先について

形はナイフですが、本物の刃物のように鋭くはありませんので
モノを切ったりすることはできません。
(ホットカッターではありません)
「こんな形のものどうするの?」と思われそうですが、
意外にベテランの方たちには好まれている形状です。
というのも、横にすると大きな平らな面ができて、
縦にすると線で使用することができます。
斜めになっている分、幅が大きく取れますので、電解コンデンサの交換などでは、
2本のリードを同時に温めることが可能です。
(当社でハンダコテを使ってコンデンサ交換を行う場合もコレです)
また、意外と熱容量が大きいのも利点ですね。多くのリードが並んだ端子の
ブリッジ(ショート)などの手直しなども得意です。
慣れてくると、太くも細くも自在に使えるようになるので、
メーカーの量産ラインの手直し(リペア)工程などでもよく使われています。
1個づつ削り出しになるので、価格は若干高めですが、
コテ先を数種類揃えるなら、ぜひ加えたいコテ先です。
K型コテ先にもその形状によって、いろいろ使い分けができるものがあります。
こちらに紹介しています。
超すぐれもの(コテ先)
はんだ付け職人のはんだごてセットの交換用コテ先はこちら
GOOTはんだごて 保守部品、消耗部品の販売コーナー
コチラのページで、はんだ付け職人のはんだごてセットに使用できるはんだごての
コテ先を購入していただくことができます。 よろしければ、どうぞ・・
はんだ付けの正しい基礎知識と技術を学ぶには「DVDはんだ付け講座」
☆はんだ付け職人がお薦めする初心者の方向け コストパフォーマンスの高いハンダゴテセット

