人の手による半田付けですので、いろんな不具合が発生します・・。
単なる作業のミスだけでなく、部品の問題(酸化や変質)、ハンダゴテのパワー不足や
コテ先温度の設定の不適合、
コテ先の形状の選定ミスなどさまざまな要因があります。
下記に、一般的な不良症状とその原因・対策について記すのでご参考までに・・。
こちらもご覧下さい。NPO日本はんだ付け協会
はんだ付けの品質基準について (たたき台として)
挿入部品(アキシャル・ラジアル)
表面実装部品
コネクタ端子
| 不良項目 | 実例 | 定義 | 原因 | 対策 |
|---|---|---|---|---|
はんだ忘れ未はんだ |
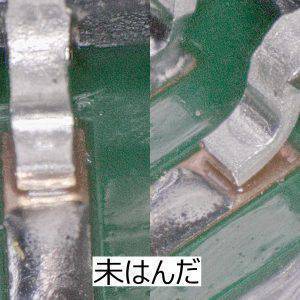 |
はんだ付けすべき箇所に半田付けされていない。 |
|
|
半田付け不完全(濡れ不良) |
 |
外観上は半田付けされて見えるが電気的接続が不完全または全くない。 部分的にしか半田付けされていない。 引っ張ると 簡単にはずれる。 |
|
|
はんだ濡れ不良 |
 |
外観上は半田がきれいに付いているが電気的接触が不完全または全くない。 引っ張ると簡単にはずれる。 |
|
|
半田ブリッジショート |
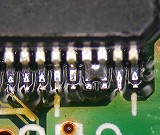 |
希望しない部品が半田により電気的につながる。 |
|
|
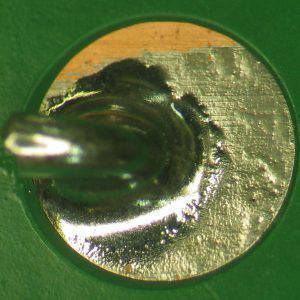
イモ付け半田
|
 |
半田本来の輝きとなめらかさ、のびがなくザラザラした粒状を呈している。 |
|
|
冷接合(不完全接合) |
 |
半田付けした表面が波(シワ寄り)を打ったようになっている。 |
|
|
はんだクラック(割れ) |
 |
はんだがヒビ割れて導通が悪くなっている。 |
|
|
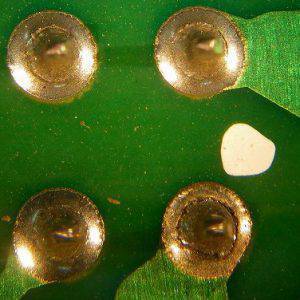
はんだ量過多 |
 |
はんだ付け部以外にまで半田が流れ出ているもの |
|
|
銅箔浮き |
 |
基板の銅箔が基材より浮いている |
|
|
半田過少 |
 |
はんだの量が少ない。銅箔パターンが半田で隠れていない。 |
|
|
半田ボール半田飛散 |
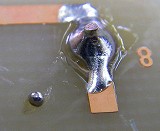 |
半田ボール(屑)が半田付け周辺へ飛び散っている。 |
|
|
リードひげ |
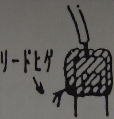 |
半田付けした端子からリード撚り線の端がはみ出している |
|
|
リード被覆焼け溶け |
 |
リードの被覆が焼けたもの溶けたもの(オーバーヒートも併発している) |
|
|
はんだ付けの正しい基礎知識と技術を学ぶには「DVDはんだ付け講座」
☆はんだ付け職人がお薦めする初心者の方向け コストパフォーマンスの高いハンダゴテセット