







ハンダコテのコテ先温度についてのお話です。
結論から先に言っておきますと、共晶ハンダであっても鉛フリーハンダであっても
コテ先温度は 360℃を超えないようにしてください。
(まともなハンダ付けができません)
※340℃程度が理想
鉛フリーハンダを初めて使用したり、母材が大きくなる、
グランドパターンにつながったパターンにはんだ付けする時など
ハンダが融けにくくなると、ほとんどの方がコテ先温度を上げて
早く融かそうとする方が多いです。
しかし、コテ先温度が350℃より高くなってくると、
コテ先に触れているハンダの温度が急激に上がって、
フラックスが瞬時に蒸発するのでミニ水蒸気爆発を起こします。
すると、フラックスといっしょにハンダボールが飛散しやすくなります。
同時にフラックスの蒸発が早くなるため、フラックスが働く時間が
短くなりイモハンダが発生しやすくなります。
さらにフラックスの活性化温度の限界を早くに超えてしまうため
フラックスの焼け付きが起こります。
また、コテ先が酸化するのが早くなり、コテ先を掃除しても
数秒で酸化膜がコテ先を覆ってしまうようになるため
作業効率も著しく落ちてしまいます。
したがって、ハンダが融けないと感じた場合は安易にコテ先温度を上げず
まずは、
1:熱容量の大きなコテ先に変更する。
2:糸ハンダを細くする
3:プリヒーター等を使用して 母材を予熱する。
などの方法を試してみる必要があります。
ただし、コテ先はピカッと光っていてハンダに濡れることは前提条件です。
(酸化していてはいけません。11コテ先のメンテナンス参照)
コテ先が黒くなってハンダが弾く状態ではハンダコテは熱を供給することができません。
(点接触になってしまうからですね。)
コテ先は銅棒に鉄メッキした上にハンダメッキが施されています
が黒色化したコテ先は
1:鉄素地にフラックス残渣や炭化物が焼きついている。
2:鉄素地が高温酸化している。
3:鉄とスズの合金が酸化している。
4:ハンダのスズが酸化している。
を複合していることが多く、特に鉛フリーハンダでは起こりやすいです。
(共晶ハンダで鉛が酸化防止の役割を果たしていた)
※HAKKO ソルダリングアートより引用)
さて、温度調節機能の付いた高級なハンダコテでは
コテ先温度が表示されるようになっています。
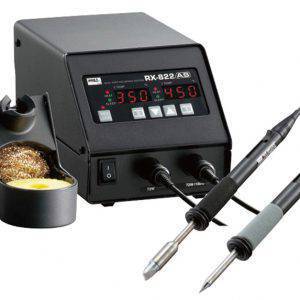
たいへん便利な機能なんですが、コテ先が磨耗してきたり
コテ先を交換したりするとかなり誤差が出てきます。
つい先日も当社のハンダ付け職人の1人が
「このコテ先 1時間でダメになった!」と申します。
デジタルの表示温度は350℃を示していましたが、
コテ先温度計で測定すると 400℃を越えておりました。
それで、コテ先が黒色化してしまったわけなんですが、
このように最新のハンダコテでも50℃近く誤差が出ることもあります。
そこで、コテ先温度を正確に知るには【コテ先温度計】を使います。
温度センサー部分には熱伝対が使われており、交換も簡単です。
作業の前や、ハンダコテ作業に異常を感じた時は測定する習慣をつけましょう。
温度調節ステーションのデジタルの表示温度を鵜呑みにしてはいけません。
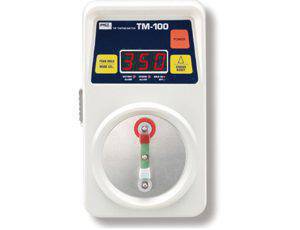
コテ先温度計の例 goot製 TM-100

HAKKO FG-100B
はんだ付けの正しい基礎知識と技術を学ぶには「DVDはんだ付け講座」
☆はんだ付け職人がお薦めする初心者の方向け コストパフォーマンスの高いハンダゴテセット
初心者の方が失敗し難いハンダゴテセットです。
