







弘法は筆を選ばず?
「はんだ付けが上手にできないのは、自分の腕が悪いからだ」
と思い込んでいないでしょうか?
「弘法は筆を選ばず」という言葉がありますが、はんだ付けに限っては、
この言葉は当てはまりません。適切なハンダゴテを選ばなければ、
たとえはんだ付けの名人といえども良いはんだ付けはできません。
誤解がとても多い
「はんだ付け」と言えば、皆さんはどのようなイメージを
持たれているでしょうか?
「溶接みたいなもの?」「融かして固めたらいい」「接着剤みたいなもの?」
「難しい」「職人の技?」「一部のマニアがやっている?」
これらはすべて誤解です。正しい基礎知識を持って、適切なハンダゴテを使えば、
はんだ付けは誰でも簡単に楽しむことができます。
はんだ付けの世界には誤解や誤った常識が数多く存在します。
そこで、このコーナーでは皆さんに、はんだ付けを楽しんでいただくための有益な情報を
紹介させていただこうと思います。
一般的に「イモはんだ」と呼ばれる不良には2種類ある
はんだ付けをかじったことのある方なら「イモはんだ」という言葉を
聞かれたことがあると思います。はんだ付けの不良を表す言葉として
よく知られています。
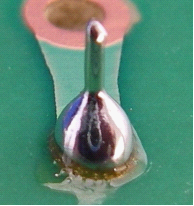
写真1

写真2
では、2つのイモはんだの写真をご覧いただきましょう。
いかがでしょう?
違いがわかるでしょうか?ひょっとすると「写真1はOKでしょう!」と
おっしゃる方があるかもしれません。
正解は、写真1は「熱不足によるイモはんだ」で、
写真2は「加熱し過ぎによるイモはんだ」です。
一口に「イモはんだ」と言っても、熱不足と過熱のし過ぎでは、
不具合の原因が正反対です。したがって、その対策もまったく逆になるわけです。
どうしてこのようなことが起こるのでしょう?
はんだ付けは、溶接や接着剤とどう違うの?
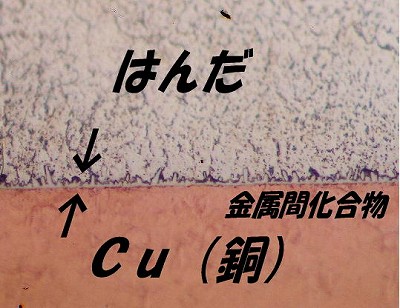
これは、はんだ付け接合部を電子顕微鏡によって約400倍に拡大した写真です。
下が銅の層、上がハンダの層です。ハンダと銅の境界線部分に細い帯があるのが
わかるでしょうか?(矢印ではさまれた所)これがハンダと銅を接合している
「スズと銅の合金層」(金属間化合物)です。
はんだ付けは、この合金層によって接合されています。
言い換えると、
「はんだ付け」とは、この合金層をいかに上手く造るか?とも言えるでしょう。
接着剤は接着剤自体が固まることによってくっつきますし、
溶接は母材を溶かして固めることにより接合します。
はんだ付けとは、接合の原理が違うわけです。
はんだ付けには、最適な温度条件がある
実は、この合金層を形成するためには、最適な温度条件があります。
「はんだを約250℃で、約3秒間溶融させる」というのが、その条件なのですが、
(※正確には、はんだを約250℃で約3秒間保てる熱エネルギーを与えると言ったほうが良い)
この条件から外れたものが「イモはんだ」を始めとする不良品なわけです。
(※正確には、後述するフラックスの活性化時間との闘いもあります)
例えば、熱不足の場合は、写真1のようにピカッと光っていて一見すると、
まだ固まっていないのではないかと思えるほど美しく、
上手にはんだ付け出来ているように見えてしまいます。
ところが、リード線とハンダ、あるいは銅パターンとハンダの間に
合金層が形成されていませんから、溶けて固まったはんだが、
くっついているだけです。金属同士が触れていますから電気的導通はありますが、
実際に電流を流して使用するようになると、時間の経過とともに、
導通不良を起こして発熱したり、発火したりする原因となります。
 水滴のようにハンダが表面張力で外側に向かって膨らんでいる形状の場合は、
水滴のようにハンダが表面張力で外側に向かって膨らんでいる形状の場合は、
単純にハンダが溶けて固まっただけだと考えることができます。
例えるなら、水が葉っぱの上で丸く水滴になっている状態と同じです。
このまま、固まると水滴のようにピカッと光りますし、
水滴のように丸く外側に膨らんだ形になります。
一方、加熱しすぎるとどうなるのでしょうか?
写真2を見ると表面は白っぽくなっており、
表面は金属光沢がなくざらついています。
「スズと銅の合金層」は、非常に硬い合金ですが、成長しすぎると脆くなります。
合金層は樹木のようにニョキニョキっとあっという間に成長します。
また、後に詳しく紹介するフラックスが蒸発してしまって、
はんだ自身が急速に酸化してしまい、ボロボロの状態になってしまいます。
もちろん、接合部の強度は弱く、電気的な導通も悪くなってしまいます。
やはり、実際に電流を流して使用するようになると、時間の経過とともに、
導通不良を起こして発熱したり、発火したりする原因となります。
ハンダゴテ選びの重要性
では、最適なはんだ付けの条件「約250℃で、約3秒間溶融させる」を作り出す為には、
どうすれば良いのでしょうか?
結論を先に言いますと「温度調節機能つきのハンダゴテ」で、
コテ先温度を約340℃にコントロールして使ってください。
コテ先温度は最大でも360℃を超えないようにして使用します。
これだけではんだ付けの不具合原因の半分を占める「加熱のし過ぎ」を
防ぐことが出来ます。
(後述するコテ先の酸化を抑えつつ加熱することが出来ます)

温度調節機能付きハンダゴテ
はんだ付け職人のハンダゴテの例
現在、日本では趣味ではんだ付けされる方の大半が、温度調節機能のない
ンダゴテを使用されています。こうしたハンダゴテはコテ先温度が450~550℃と
高く上がりすぎます。
このため、このハンダゴテを使ってはんだ付けしたものは、
ほとんどがオーバーヒート状態になってしまいます。
残念ながら、この不具合は技術ではカバーすることができません。
極論を言えば、最初のハンダゴテ選びの時点でイモはんだになることが
決まっているのです。

ホームセンターのハンダゴテ販売コーナー
この根本的な原因は、
「はんだ付けに対する正しい知識の啓蒙不足にある」
と私は考えています。
世の中のはんだ付けに対する知識は、30~40年前からほとんど変わっていません。
このため、せっかくハンダゴテメーカーが、いいハンダゴテを作って店頭に並べても、
お客さんに「良いハンダゴテ」を選択する知識が無いために、
安いハンダゴテしか売れません。
また、売る側にもはんだ付けの知識が足りないため、
良いハンダゴテが店頭に並びません。
本サイトで正しい知識を学ばれた皆さんが、今後良い道具を求めていただければ、
こうした環境も良くなるに違いありません。
熱をいかに伝えるか?

良いはんだ付け状態サンプル
そのためには、「効率よく熱を伝えること」(コテ先の選び方)は、
非常に重要な要素になってきます。
なぜなら、熱が効率良く伝わらなければ、熱不足になるだけでなく、
コテ先を当てる時間が長くなりすぎて、オーバートになったり、
フラックスが全部蒸発してしまう可能性が高くなるからです。
さて・・長くなりましたので、続きは各章をご覧ください。
はんだ付けの正しい基礎知識と技術を学ぶには「DVDはんだ付け講座」
☆はんだ付け職人がお薦めする初心者の方向け コストパフォーマンスの高いハンダゴテセット

