







こんにちは、はんだ付け職人です。
今日お話しするのは、
3つの要素のうちの3つ目
「3:はんだの表面張力を利用する。」です。
※今日初めて読まれる方には、念のため・・
1級の課題でもある0.5mmピッチのQFPの
実装についての理論的な解説です。
表面張力と言いますと、
コップの縁から盛り上がった水面や
乾いた雑巾をバケツに掛けておくと
いつのまにか、バケツの水が外にこぼれたりする現象を
思い浮かべる方も多いと思います。
これは、水が自身の表面積を出来るだけ小さくしようとする
力が働くためなんですが、
同様に、2枚の重ね合わせたガラスの隙間に
水を一滴垂らすと、水は合わせたガラスの隙間に
大きく広がる力が働きます。
参照図:
溶融ハンダも液体ですから同じ力が働きます。
この物理現象を利用して、表面実装部品では、基板と部品の間に
できた狭い隙間に溶融はんだを流し込むことができる
わけなんですが、
この力は、コテ先と基板の間に出来た隙間にも働きます。
先にお話した2つの重要な要素では、
「基板面(ランド面)から熱を供給する」にも、
「溶融はんだの温度を250℃にコントロールする」のにも、
コテ先と基板の間に溶融はんだを保持することが
重要だったんですが、
「はんだ量のコントロール」にも重要な役目を担っています。
簡単な図で説明しますと、
コテ先と基板の間に出来た隙間から、
基板と部品の間にできた狭い隙間に溶融はんだを流し込むこと、
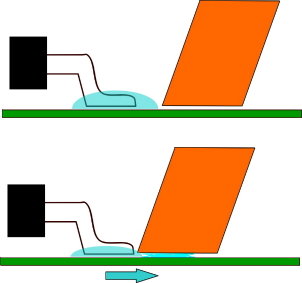
多くなりすぎたはんだを、コテ先と基板の間に出来た隙間に
吸い込んで除去するのも、
コテ先と基板の間に出来た隙間をコントロールすることで
表面張力を利用します。
いかがでしょう?
こうして考えると、「コテ先と基板の間に出来た隙間」と
その「隙間に保持する溶融はんだ」「移動スピード」をコントロールすることが、
こうした狭いピッチの多端子表面実装部品の
鍵を握ることがわかります。
コテ先の平らな面が、傾いたり離れたりせず、
微妙な隙間を保持しながら、平行移動していくことに
意識を集中させれば良いわけです。
そして、このコントロールは意外に許容範囲が広くて
意識して練習すれば、案外簡単にできるものです。
(決して特殊な技術ではありません)
今までは、個人の勘に頼ってこうした作業は行われて
いたために、高等技術のように思っておられた方も
多いと思いますが、実は簡単です。
是非、チャレンジしてみてください。
※もう一度観たい方のために念のため
約3分(youtube)
(視点を変えて観てみましょう)
では、明るいはんだ付けを!
