







はんだ付けとお風呂モデル
例えば お風呂に入った水を これからはんだ付けをしたい母材とします。
ここへ 熱湯を注いで お風呂の湯を 温めようとするわけですが
熱湯の入った ヤカンをハンダコテだと 思ってください。
お風呂の持つ熱容量は お風呂の大きさに比例します。
小さいお風呂なら 少しの熱湯で 温まりますし 大きなお風呂なら
多量の熱湯を注がなければ 水は温まりません。
また ヤカンの持つ熱容量もヤカンの大きさに比例しており 大きなヤカンなら
多量のお湯を注ぐことが出来ます。
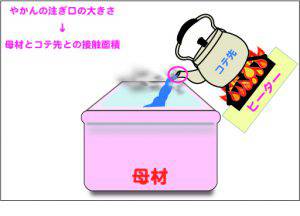
ここで ヤカンの注ぎ口の断面積(流れ出るお湯の太さ)が
コテ先と母材との接触面積に相当します。
太い注ぎ口なら一気に熱湯を注げますし、細い注ぎ口なら ちょろちょろとしか注げません。
大きなお風呂では タイルや水面からも どんどん熱が逃げていくので
ちょろちょろ熱湯を注いでいては いつまでたっても 水の温度は
上がりません。
逆に 一気に注ぎすぎると お風呂に入っている人は
熱くて飛び上がってしまうでしょう。
ちょうど良い 湯加減にするには ヤカンの注ぎ口(コテ先の形状)が
重要なのがわかっていただけるでしょうか。
ここで 最近 私が疑問に思っていることを挙げさせてもらいますと・・
近年 はんだ付けの品質管理を行なう場合 やたらにハンダコテのコテ先温度が
守られているかを重要視する傾向にあります。
ハンダコテのコテ先温度が 決められた温度に保たれていれば その半田コテで
半田付けした 製品の品質は保証される・・。といった考え方のようですが
上記の例話から 考えると ずいぶん無理があることがわかります。
例話に当てはめると コテ先温度は ヤカンに入っている熱湯の温度に相当するのですが
熱湯の温度は 50℃~100℃程度であれば良く 別に90℃でなければ
適温にならないかというと そうではありません。
また コテ先の熱電対で コテ先温度を管理設定する機能については
ヤカンを使わずに 蛇口に温度計と熱交換器が付いていて 蛇口をひねると
絶えず90℃のお湯が出る・・。 といった機能になるわけですが 確かに便利ではありますが
これも お湯の温度を適温にするには 必要充分でないことが 感覚的にわかるのではないでしょうか?
注ぐ量が少なければ ぬるいまま・・
多すぎれば 熱すぎる・・
ということは 充分大きいヤカンならば 同じ機能を持たせることができます。
すなわち はんだコテ先に 充分な熱容量を持たすことができれば 良いということになります。
最近の品質管理は なんでも定量的に管理しようとして 実際の作業実態にそぐわない
管理方式が 採用されている場合もあります。
はんだ付けに限って言えば
コテ先が酸化していると、ヤカンの注ぎ口が詰まっていることに
なりますから、コテ先が酸化しないように
「温度調節器でコテ先温度は約340℃に固定」
「コテ先熱容量の大きなハンダコテ」
あるいは、「供給パワーが大きなハンダゴテ」
を使って母材の熱容量を推定、ハンダコテの持つ熱容量が
それを上回るほど十分であれば
はんだの流れとフィレットの形成、フラックスの被膜が破れていないか?
をチェックすれば充分でないかな?と考えています。
コテを当てる時間などは 決めておいても コテ先の当て方一つで 熱の流入量が変わる
わけですから 有効であるとは思えません。
また、お風呂の水があらかじめぬるま湯であれば容易に適温にできる・・
ことを考えると基板や母材を温めておくとはんだ付けが容易になることも
わかりますね。
※2005年3月18日の記事をリニューアル
