







こんにちは、はんだ付け職人です。
今日は、ラジコンやドローンなどの充電で、大きな電流を流すため
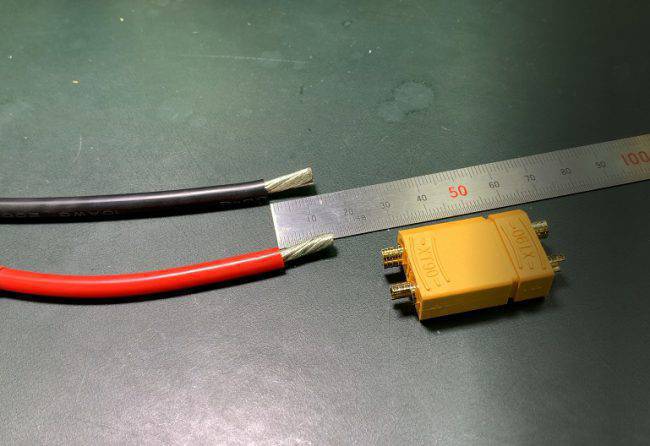
XT90コネクタとケーブルをはんだ付けした際の動画と考察です。
実は一度はんだ付けの依頼があって引き受けたものの、
ケーブルが
普通にはんだ付けすると
こうした時に、どういう考え方でハンダゴテやコテ先、コテ先温度
試していくのか? といったことが、他のはんだ付けでも役に立つのではないかと
思い
動画はこちらです。
①まず、樹脂が熱に弱くてコネクタピンが曲がるのを防ぐためには
相手側のコネクタを嵌合させて、カップ端子へ加わる熱を逃がす
(Dサブコネクタなどでも同じです)
同時に、仮に樹脂部が融けても、ピンが曲がるのを防ぐことが出来

②ケーブルの太さが、カップ端子の太さいっぱいギリギリなため、
予備はんだは、ケーブルだけに行いますが、芯線の太さを太くしな
する必要があります。
※予備はんだをしないと、コネクタのカップ端子ごと加熱すること
はんだが馴染むのに時間が掛かり、確実にコネクタ樹脂を融かしま

③カップ端子側に予備はんだを行うと、ケーブルとカップのはんだ
はんだを融かして芯線を挿入する際に、芯線がバラケてカップに入らなくなります。

※【ご参考】D-subコネクタ等でもカップ端子へ予備はんだを行わず、
リード線のみ予備はんだを行うことが多いです。
その理由は、カップ端子に予備はんだを行うとはんだに含まれている
フラックスが不活性化してしまう為です。
このフラックスが不活性化した状態でカップ端子のはんだを融かしながら
予備はんだされたリード線を挿入すると、 高確率でフラックス不足になり
オーバーヒート(ツノやはんだが酸化して脆くなる)します。
カップ端子とリード線両方に予備はんだをして作業することも可能ですが、
フラックス活性化時間が非常に短く コテ先を離すタイミングをつかみにくいので、
コテ先を離すタイミングが遅ければオーバーヒートしますし、
早ければ熱不足による馴染み不足が発生しやすいです。
ただし、フラックスを塗布して作業すれば作業性は劇的に改善します。
しかし塗布したフラックスは、熱をかけると気化して超流動状態になるので
コネクタ勘合部に付着して導通不良を起こす可能性が出てきます。
そのため、コネクタにはフラックスは出来るだけ使わない、もしくは
はんだ付け後に確実に除去する事をお勧めします。
④樹脂が非常に熱に弱いので、なるべく低温ではんだ付けするため、
※量産でROHS対応が必要な場合は、鉛フリーはんだを使用しま
⑤加熱時間を短くするため、一気に熱を流し込める熱容量の大きな
ハンダゴテを使います。
今回は150Wでコテ先に蓄熱出来る形状のハンダゴテ、GOOT

※そこそこ高価なハンダゴテですが、研究開発やガッツリ競技ラジコンに
打ち込まれているなら良いはんだごてです。
プロ用 はんだ付け職人ハンダゴテセット(試作、開発者向け)
⑥ケーブルが太いのでケーブルの予備はんだには、6Cのコテ先を
コネクタにはんだ付けする際は、端子の露出部が小さいので、
的確
コテ先温度は、低めの315℃に設定します。
⑦ケーブルの被覆を剥いて、仮にコネクタのカップ端子に挿入して
奥行きが結構深く、10mm程度入ることがわかりました。
被覆は余裕をみて、12~13mm剥きます。
※ギリギリだと、コテ先を当てるスペースが足りず、被覆に溶融は
接触してしまう。

⑧糸はんだはφ0.8mmを使用(1.0でも良いと思います)
⑨コテ先を当てるポイントは、カップ端子ではなく、芯線の予備は
コテ先には熱を伝えるためのはんだを融かして付着させておきます
※効率よく加熱して加熱時間を短くするためです。

以上の9つのポイントを予想して、ハンダゴテやコテ先の形状、コ
選定し、はんだ付けを行いました。
仕上がりは動画でも観ていただけますが、芯線の形状が観察できる
カップ端子のフチにはフィレットが形成されています。
樹脂の融けもほとんどなく、コネクタの抜き差しもOKでした。
いかがでしょう?
はんだ付け職人は、XT90コネクタをはんだ付けするのに、こう
道具選びやコテの当て方を決定しています。
★はんだ付け職人によるX(旧Twitter)でもXT90コネクタの投稿を行っております
はんだ付けに関するためになる情報を共有しております。
ぜひフォローをお願いします。
【はんだ付け職人「はんだ付けに光を!」 Xアカウント @Godhanda13】
参考になりましたら幸いです。
では、明るいはんだ付けを!
※2021年2月24日の記事をリニューアルしました
