







私は普段、高周波ハンダゴテで作業しているのですが
今回は普段の作業をgoot製ハンダゴテセットを使うとどうなの?ということで比較してみました。
まず、持ってみた印象・・・

上 Goot製ハンダゴテ、下 METCAL 高周波ハンダゴテ
goot製のコテ、持つところが太めです。
そしてグリップ部分とコテ先との距離が離れています。
印象としては高周波は鉛筆、goot製は箸を持っている感じがしました。
(言い得て妙。高周波は、車で言うとフェラーリみたいものですから
機能、性能面では互角ではありません。参考価格8万円。談:はんだ付け職人)
では作業の比較です。
はんだ付け検定で使っているラグ板・Dsubコネクタ・基板実装で比べてみます。
使用する糸ハンダは、鉛フリーの0.6、0.3を使いました。
作業前にコテ先の準備。
・高周波・・・コテ先をポン!と引き抜いて、使うコテ先をつけたら完了。
・goot製・・・コテ先カバーを外します。
ボルトとカバーが分離しているので落とさないように慎重に外しました。
使用中だと熱くてヤケド注意です。
使うコテ先に替えてカバーを付けたらボルトを締めて完了。
(慣れていないためすこし手間取りました・・・。)
ラグ板・Dsubコネクタ
高周波は熱が伝わるのが早いからか、糸ハンダの供給にもたついているとリード線の被覆が溶けていました。
はんだ量の調整がバシっと決まらないと多めになってしまいます。
またフラックスの焦げも見られました。
goot製は、予備はんだがフラックスなしだと馴染みがいまいちでした。
実装でははんだの量や流れていく様子を確認しながらの作業で被覆が溶けることなく出来上がりました。
高周波・・・ラグ板(青・緑)、コネクタ(青・緑・桃)
goot製・・・ラグ板(赤・桃)、コネクタ(橙・紫・黄)
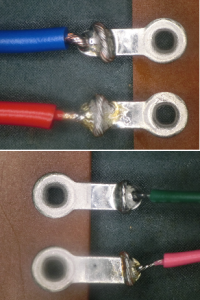
ラグ端子はんだ付け
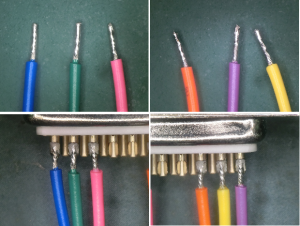
Dサブコネクタ
基板実装
部品の実装でおおきく作業感の違いというのは特になかったです。
チップコンデンサ・抵抗・SOP
高周波(青印)、goot製(赤印)
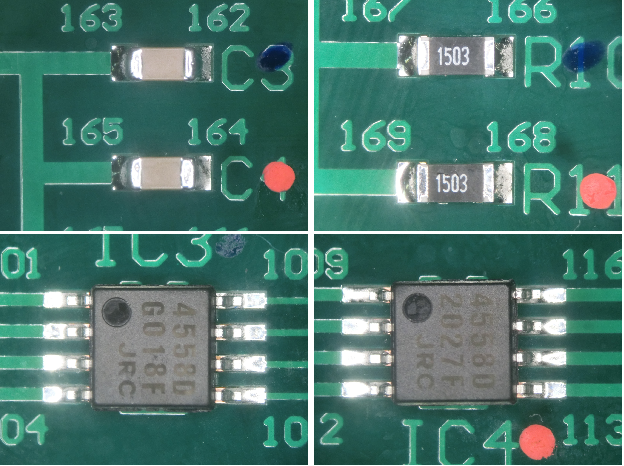
3216チップとSOP 表面実装部品
QFP
高周波(上)、goot製(下)
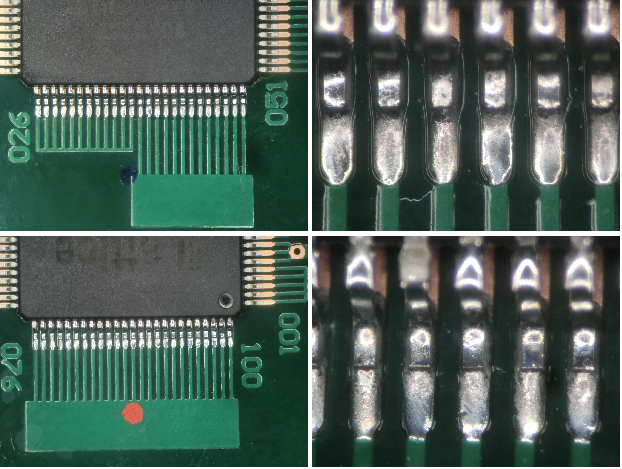
QFPの実装状態
DIP IC
高周波(ハンダ面左・表面上)、goot製(ハンダ面右・表面下)
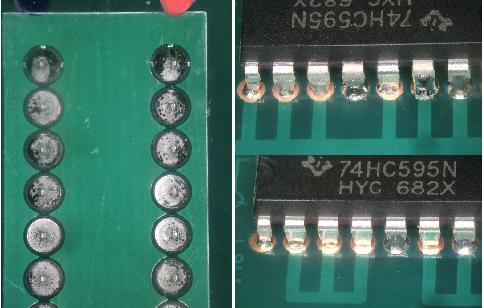
DIP ICの実装状態
微細部品では、はんだ量の修正をしようとするとgoot製は部品についたハンダがなかなか溶けてくれません。
溶かすためにコテ先にハンダを少量付けると、そのハンダが部品へ流れてしまって逆に多く・・・。
途中であきらめてしまいました。
(1005チップのような小さな部品でははんだ量コントロールが難しいかも・・)
GNDでは高周波のが馴染むのは早かったです。
goot製はじわじわと馴染んでいきました。
スルーホールでは高周波でやると、なぜかブローホールが多く発生!
修正に時間がかかったところのランドが浮き気味に・・・。
goot製でも1つブローホールになりましたが、高周波ほど修正に時間かからなかったです。
コテの違いか、私の作業の下手さが露呈しただけか・・・
(私はよくブローホールを起こしてしまっています。技量不足ですみません。)
表面へのはんだ上がり具合は高周波のが上手くいきました。
goot製で上がりきらなかったところに、フラックスを塗って再度トライすると上がりました。
(作業前にフラックスを塗っておくとすんなりできたのかも?)
まとめ
作業での違いというのは大きく差がありませんでした。
コテ先の交換は少し手間かなというのはありました。
一般の方が使用される電子部品であれば、高周波ハンダゴテにも遜色なく
はんだ付け出来ると思います。
※余談
ラグ板ではgoot製のほう、キレイに仕上がっていると言っていただきました。
はんだ付けをはじめた頃はよく焦がしていたので、褒められてうれしかったです。
GOOT製ハンダゴテセットの購入はこちら
☆セットの内容
ハンダゴテ温調付き 350℃固定)消費電力85W ※常に350℃にコントロールされます
コテ先 5本 2C、3C、4C、D2.4、D3.2 ※鉛フリー対応ですが共晶はんだにも使用できます
コテ置き台(スポンジ付き)
フラックス
フラックスWick(はんだ吸い取り線)
ヤニ入り糸はんだ(100g、φ0.6mm鉛入り共晶)
☆商品の特徴
①何も設定しなくてもオートマチックに上手にはんだ付け出来ます。
②ワイヤースポンジも付属します。
③最高出力85W
※1:ベストセラー PX-201より設計が新しく、パワーが 70W→85WにUPしています。
※2:温調ボリウムが無いので、ヘタにいじって温度が狂うことがありません。
※3:温調ボリウムがないためグリップに凸凹が無く、スッキリとして握りやすい。
